survivalshop
-
Posts
11,250 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Gallery
Store
Everything posted by survivalshop
-

Noobie. Hello from the last frontier! (HELP)
survivalshop replied to CrashOverRide.308's topic in Introductions
Gotta love them Lancers , I wish I would have picked up more of them when , Biotec had the four pak's of the Blem's . Sure does . I would be looking into my Buffer system & assemble the correct components . -
Thanks everyone .
-
My old Girl couldn't walk any more so she had to be put down , sad day , she was a great dog.

-
Barrel making companies who make ArmaLite pattern
survivalshop replied to Gator Monroe's topic in Building a .308AR
If you are truly making a retro , the above is what you should use & just wait for them to fill your back order , might be filled faster then you think . Waiting sux , but it will be the correct component . -
I do have a early CMMG lower that will not function reliably with the first Gen.LR PMags , but the Gen. 3 work fine. My measurements show the Gen. 3's sit higher in the mag well , they changed where the Mag Catch notch is on the Mag Body , I have a Thread on it around here some where. Sounds like a Cartridge is popping out from under the feed lips of the mag as the BCG is stripping a fresh round from the Mag. or the Bolt & the edge or the Bolt Carrier is stripping rounds from the mag at the same time . UBR with a AR 10 length JP's SCS , not sure if the Receiver Extension ( buffer tube ) with the UBR is compatible with AR 10 components , I'm not that familiar with that stock, might be a fitment problem. Others may know.
-
Noobie. Hello from the last frontier! (HELP)
survivalshop replied to CrashOverRide.308's topic in Introductions
If you don't have a cut at the bottom of the HS Gage for the Ejector , it should be removed for Head Space check , the Extractor can stay , because there is a grove around the bottom of the Gage & it also makes it easy to remove from the chamber . The Ejector installed with out the depression for it in the Gage can give false readings or interfere with them . I check before Barrel is installed & after Barrel installation on Upper Receiver . -
Ya , NWO !
-
Mid length had guard does not fit mid length gas system.
survivalshop replied to archangel2003's topic in General Discussion
-
He deserved to die & probably any way possible , but I would have liked to see him suffer the same fate as those he murder'ed ! I think cutting his head off slowly would send a better message . One other thing , I have a hard time believing anything this Admin. puts out , so they might have killed some poor mooselimb chatting on the phone , how would we know any different . I just don't have any trust any more like I used too , Everything out of the head lier's mouth is BS in one way or the other .
-
Mid length had guard does not fit mid length gas system.
survivalshop replied to archangel2003's topic in General Discussion
I have never measured a DPMS 308LR Barrel nut or a AR 15 to tell the difference , but the Barrel & Barrel Extension on a 308AR has to be larger , so there will probably be differences in the two . I have a couple of AR 15 barrel nuts around here & will take some measurements , so you can compare . -
Mid length had guard does not fit mid length gas system.
survivalshop replied to archangel2003's topic in General Discussion
Your thinking is , it could be longer ? Makes sense . -
It looks like it will be more interesting to clean .?
-
Here is a Video of some basic MOA explanation , which may help some who don't have a handle on it . Not sure if its been posted before or not . http://www.nssf.org/video/facts/MOA.cfm
-
Mid length had guard does not fit mid length gas system.
survivalshop replied to archangel2003's topic in General Discussion
Thats good , is that with the Hand Guard cap between the Gas Block & the Barrels stop Flange ,for the Gas Block ? The reason I asked the first question was to make sure the Barrels Gas Block stop Flange was in the correct orientation . If you want to use those Hand Guards, you will need to find a way to fit them . Wait , are you saying my Rifle is dirty , well I take it as a Compliment , means I use them , thanks. -
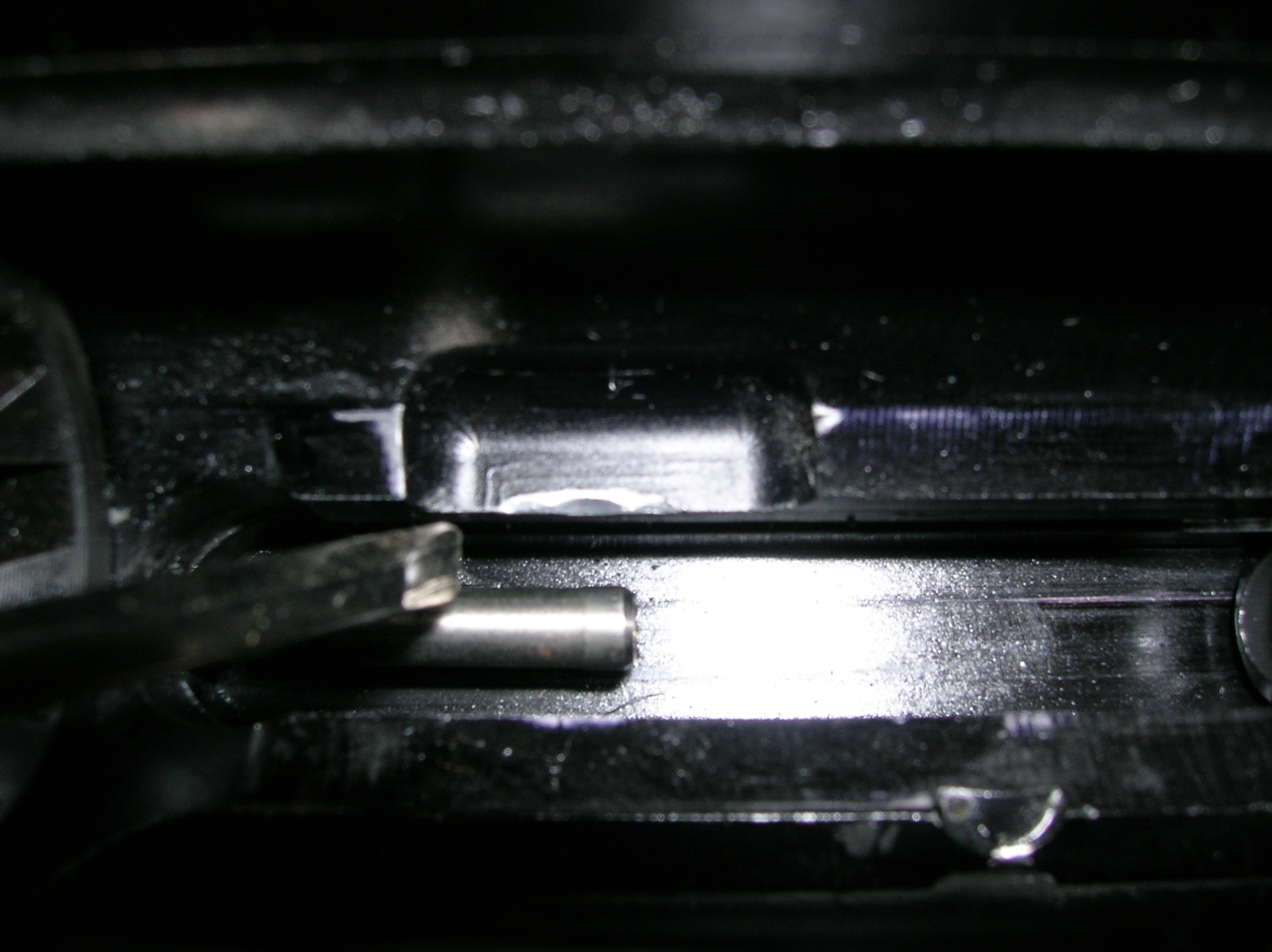
Here is an interesting read on Cam-over a reloading press over . Something I have done for a very long time , mostly because the Die instructions say to & it makes Case Head Spacing correct on my presses. I can see what he is talking about some presses that you have to watch out for the over cam'ing , but I never cam over all that much , I use very little & I've been using the same single stage press for almost forty years . My Dillon 550B , I set up to just take the play out of the Tool Head , no cam over . CAM-OVER: DON’T DO IT. JUST DON’T. APRIL 14, 2016 MIDSOUTH SHOOTERS 2 COMMENTS This is a specially-adapted excerpt from the forthcoming book, “Top Grade Ammo,” by author Glen Zediker, owner of Zediker Publishing. Click here to order from Midsouth. by Glen Zediker My approach to some topics has changed over the years. It used to be that I would state my version of the truth, and explain its origin, and that meant also that anything not said didn’t matter, to me, or to the advice and instruction I was set out to deliver. Well. The internet. Here’s camming linkage and its effect. On left is the maximum height attained by the ram; on right is the ram position at the full-limit stop on the press handle. It’s 0.020 inches on this press. As long as the shellholder is not being contacted, presses with this sort of linkage have a smooth feel to them and do a little more positive job of sizing. In effect, the case gets sized twice (the ram elevates again just as the press handle is lowered). Linkage, either way, has zero effect on setting up a die because you measure what you get anyhow, and adjust the die accordingly, after you see what it is that you got. If you’ve kept up with the advice presented in this space on the better way to set up a case-sizing die, this next has already been dispelled, but judging from some of the emails I received asking questions, here’s a little more. I’ve fielded a few about “camming-over” a reloading press. Some reloading presses, and RCBS comes first to mind, are designed with eccentric linkage. The concept involves circular motion and linear motion, meaning that when the ram traveling in a linear path reaches full extension, the linkage, which is traveling in a circular path, can move through the 0-degree mark and go to a negative degree. What that does is change the press ram position at the very top of its travel limit to a lower position. As the handle is drawn downward, the ram top reaches its maximum height and, at the last little bit, lowers. The amount varies in different designs. This action is an asset to attain flush-plus contact with the shellholder and the bottom of the sizing die, for them that wants it. Now, any substantial press, whether it has eccentric linkage or not, can produce the effect of camming-over. A Forster Co-Ax, for good example, can just about crush a chrome bumper and doesn’t have eccentric linkage. To set up that press, any press, to cam-over, turn the sizing die downward beyond what provides full and flush contact with the shellholder when the ram is at its full height. Say, another 1/8 turn down. Then, when the press handle is fully depressed, the additional pressure in the last bit of the handle stroke goes toward flexing the press. Simple as that, and that is what camming-over does: flex the press. That’s true whether it has eccentric linkage or not. Don’t do it. Just don’t. A press like this can be set up to “cam-over,” which is really just set up to flex. Any press with enough leverage can warp on itself. I’ve heard it said that the (excessive) lock down between press ram and shell holder “brings everything into perfect alignment…” No it doesn’t. Bud, if your press ain’t straight, bending it more won’t help. By the way, it’s one reason why cast iron is the traditional and proven material for presses: it has the characteristics that allow for flex without permanent change, even though it’s pretty rigid. It’s the parts that aren’t cast iron that bear the brunt of continual flexing. This is a Forster Co-Ax, a press design, favored by the author). There’s no need to cam-over a press for a case-sizing operation. It stresses the machine and the tooling. Dies can get deformed and bent, carbide dies can break, and the press itself can suffer. I’ve known them to break. Some say that presses are designed to “take it,” but there’s an eventual penalty for repeatedly taking any machine to its limits. Ask any racer. The main point is this: It’s not necessary. And it’s wrong. Going over the previous material on using a cartridge case headspace gage to determine sizing die positioning to get the correct amount of case shoulder setback, it’s clear that this sure should occur at a point shy of full contact of the die bottom and the shellholder surfaces. And, if it’s not enough, trying to push a case farther into the die by crushing the shellholder against the die isn’t going to do much. Folks. Done is done. The flexing might, maybe (maybe), increase setback 0.001. If your sizing die doesn’t adequately set back a case shoulder, have a machinist remove metal from the die bottom. Best to use a surface grinder to avoid messing with the heat-treat on the die. I’m rehashing a few things already covered because they’re germane to the whole camming tactic. Tooling manufacturers tend to suggest the “turn the die down to the shellholder, and then another xx-th turn…” to ensure that someone’s reloads are plenty short enough in headspace to fit any rifle made out there. As mentioned a few times back, I applied that tactic with a new Forster Full-Length .223 Rem. die (without adding any extra down-turns to cam-over the press) and that netted 0.008 additional case shoulder height reduction on a new, unfired commercial case. A foolish amount, in my belief. Since I then adjusted the die to provide 0.004 setback from fired, which was 0.002 taller than the new case read (on my headspace gage), it’s clear that this die is not touching the shellholder to produce well-beyond-safe shoulder reduction. One-eighth turn is about 0.009 inches. If your press isn’t straight, get one of these, my day-in, day-out favorite of the “big” presses: a Harrell’s Precision Sportsman. Billet-made and precise, and very powerful. It doesn’t have eccentric linkage, just extreme strength and precision alignment. A press doesn’t have to weigh a ton to be strong, and it doesn’t have to be pressured to deliver dead-consistent sizing results. To find out if you have a “cammer,” run the press ram fully up (press handle fully down) and thread a die in until it touches the shellholder. Try to move the handle back down. If it won’t budge, it’s got eccentric linkage. It won’t move because the ram is trying raise again. Back out the die until the handle moves and pulls the ram away. It’s at this point where “flush” contact with a die bottom will be. Camming-over a press is a “feel-good” measure for some folks: there’s this satisfying “ka-thunk” at the bottoming limit of press handle stroke, and that lets a loader know that he or she gave it all they could get. It’s just going to be too much. The only time it’s not is for bullet swaging operations, but those aren’t on my list. Post navigatio 2 THOUGHTS ON “CAM-OVER: DON’T DO IT. JUST DON’T.” Lyle Morton APRIL 15, 2016 AT 9:49 PM I shot some 280 Rem factory (Remington brand) loads in my Ruger M77. When I went to resize them, without camming over, they would not chamber in the rifle. I tried resizing them again, still to no avail. (Some Nosler brass that I hand loaded did not exhibit this same effect.) I pulled out the instructions for my RCBS dies and it said to set it up to cam over. I tried that and then the Remington brass from the factory loads would once again chamber. These Remington factory loads are the only thing I have ever had do this. I have not had this happen on my 280 hand loads. Any ideas why they would “need” the cam over, when nothing else seems to? REPLY Glen Zediker APRIL 16, 2016 AT 7:30 PM A couple of things. First might be the base area needed the additional travel into the die, and, the die itself might be a little on the “long” side for headspace. At the most, at least according to my contacts at Forster, camming over might add a scant 0.001 to the sizing equation. I’m not certain, but since RCBS presses cam, their dies might be dimensioned around this. REPLY
-
Buffer Retainer Broke Through Buffer Tube
survivalshop replied to retiredbadge's topic in General Discussion
Talk to DPMS & they will also send you a new one , its nice to have spares for most small parts & sometimes new rifles spring out of them . Wonder if the Extension will go another turn & not cover the Buffer Stop , even with the cut out . -
Mid length had guard does not fit mid length gas system.
survivalshop replied to archangel2003's topic in General Discussion
Who knows what spec's the Barrel maker made the gas system to , some don't make the barrels to be fitted with a std two piece hand guard . Most std two piece hand guards need some type of trimming to fit the larger 308AR. With Gas block mounted & gas Tube installed , where does the end of the gas Tube line top in the Upper Receiver ? Photo? Should sit in the middle of the Cam Pin recess in the Upper Receiver.
-
Its OK , I sleep with my AR's too ! ?
-
Probably one of the reasons why all the Commie's are pulling out all the stop's , to stop Trump !
-
Unless they have internal bays for weapons , I only saw aux. fuel tanks on the one jet we saw close . Of course according to the Administration it was unprofessional , this Admin. are the dumbest A$$'s I have ever seen in my entire life .
-
Sealed can ? Looks like they have Bolt Lug or Barrel Extension locking lug dents .
-
Welcome back , I'm going to need some more Slings shortly .
-
Maybe he meant to do that , he was testing it .?
-
I would try AR 10 ( Armalite ) components or configuration buffer system , its a little longer & may be a little more forgiving if needed . Collapsible or Rifle , any stock will fit both systems ( DPMS type or AR 10 ). Be careful , look at the spec's in mrraley's Post above . I ordered a 308AR DPMS type , rifle Buffer Spring last year for my 18" build & got a AR 15 rifle spring & I used it & didn't check it . Found it out when comparing springs in one of my 308 AR's for a thread here . I trusted a well known company to send the correct part ( people make mistakes )& I took it for granted , my bad & I should known better . So many here have used or were supplied with wrong components & had function issues. Or try the DPMS system , your choice , just make sure you match the correct components .
-
Describes almost all of them !